Spindle Power Evaluation
For the spindle capability model itself (boundary curves, thermal envelope, and the four torque/power ratios), see Spindle Capability. This page focuses on empirical validation of HiNC's spindle-power evaluation against measured data.
The role of spindle power for energy cost of Milling
The energy distribution can be referenced from Heidenhain's published measurements1. The total machine power splits into two main flows:
- External processing — Cooling lubricant and Compressed air, typically supplied by facility infrastructure.
- Electrical power of the machine — The machine's own electrical consumption, further split into Auxiliary components and CNC control (which contains Spindle and Feed drives).
Note
Case A: Mean power requirement for manufacturing a housing part — Roughing (13 kW)
sankey-beta
Total power (13 kW),External processing,6.4
External processing,Cooling lubricant,5.1
External processing,Compressed air,1.3
Total power (13 kW),Electrical power of the machine,6.6
Electrical power of the machine,Auxiliary components,3.1
Electrical power of the machine,CNC control,3.5
CNC control,Spindle,3.25
CNC control,Feed drives,0.25
Note
Case A: Mean power requirement for manufacturing a housing part — Finishing (7.4 kW)
sankey-beta
Total power (7.4 kW),External processing,2.8
External processing,Cooling lubricant,1.5
External processing,Compressed air,1.3
Total power (7.4 kW),Electrical power of the machine,4.6
Electrical power of the machine,Auxiliary components,2.8
Electrical power of the machine,CNC control,1.8
CNC control,Spindle,1.55
CNC control,Feed drives,0.25
Note
Case B: Mean power consumption of the drives during rough facing
Face-milling cutter D = 60 mm, speed 4 100 rpm, infeed depth 4 mm.
xychart-beta
title "Mean power consumption of the drives (kW)"
x-axis ["Spindle", "Feed axes"]
y-axis "Mean power (kW)" 0 --> 20
bar [18.5, 0.3]
In Case A roughing, the workpiece material seems like Al6061. CNC control (Spindle + Feed drives) takes about 27% of the total power (3.5 / 13 ≈ 26.9%).
From HiNC spindle power evaluation:
- Milling S45C cost 200% energy compare to Al6061T6.
- Milling Inconel718 cost 800% energy compare to Al6061T6
i.e.,
- Spindle power of milling S45C occupies 42% of total power.
- Spindle power of milling Inconel718 occupies 75% of total power.
Conclusion: Spindle Power matters for not easy-working materials for computing the energy cost of milling.
Verification of HiNC Spindle Power Evaluation
HiNC Spindle Power Evaluation is verified by comparison of the gathering Data based on the following setting.
Setting
Machine Tool: YCM NDV102A
Max Spindle Power: 22.4 kW
Controller: Fanuc 31i-Model A
Sampling: 1ms
Total Spindle Expended Energy: 0.412 kWh
The total spindle expended energy is rearranged from Fanuc ServoGuide TCMD data.
Work Time: 8min 30s
Comparison
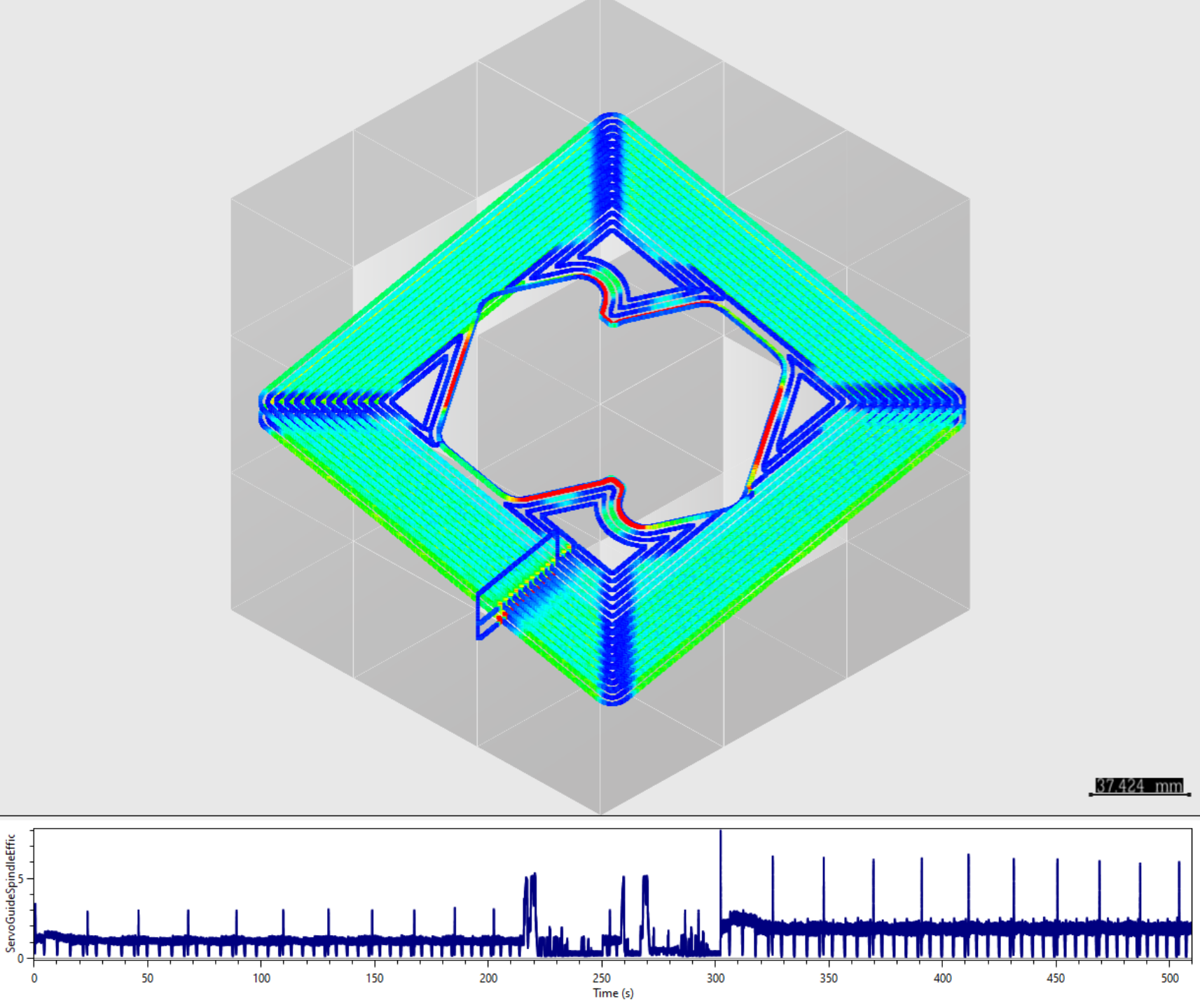
The following figures are spindle power based on Controller and the spindle power evaluated by HiNC.
Note
The spindle power by Fanuc ServoGuide TCMD(%) * MaxSpindlePower
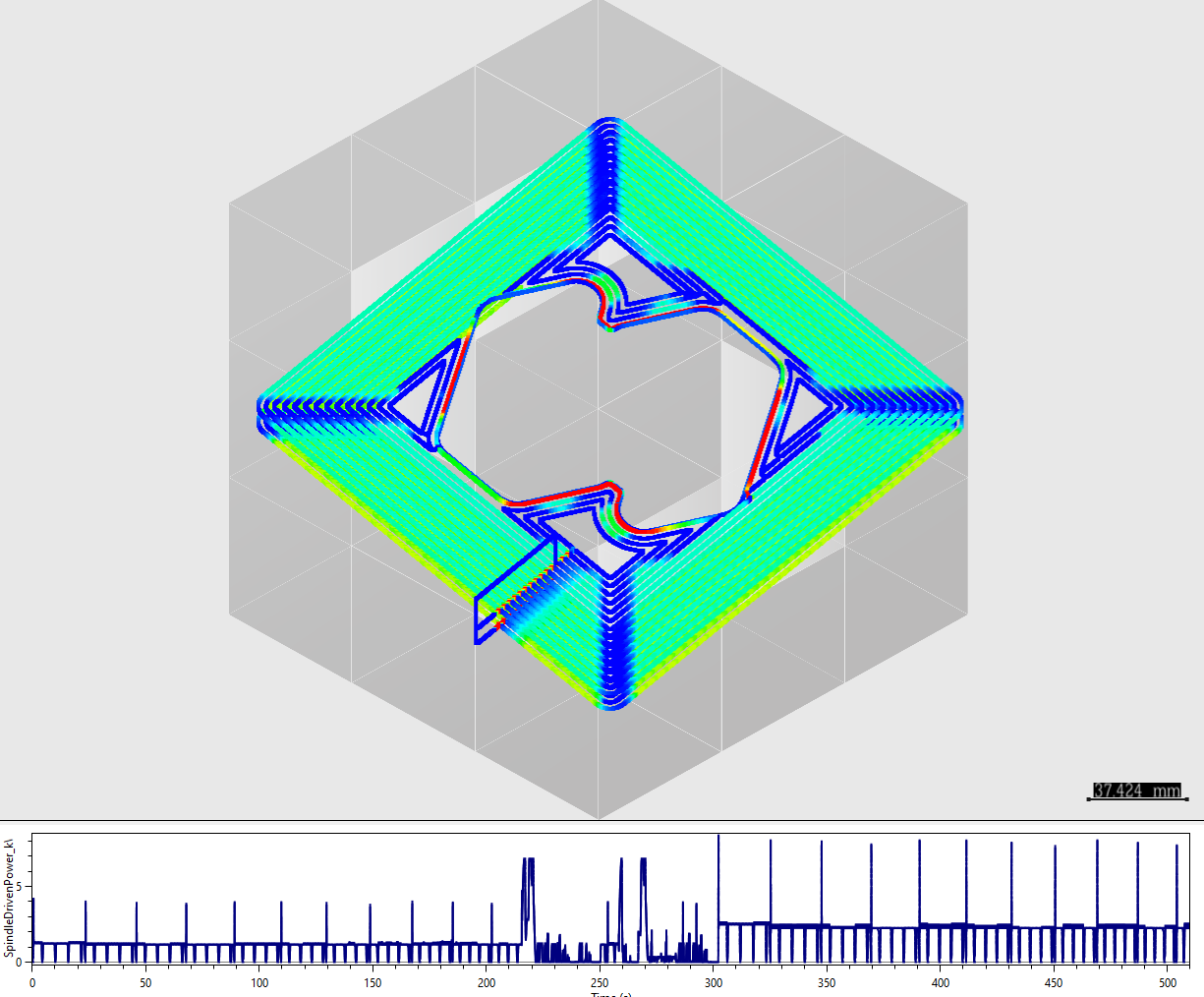
Note
The evaluated spindle power by HiNC Milling Power * Energy Conversion Efficiency (here is 0.4)
-
Data summarized from Heidenhain, Technical Information: Aspects of Energy Efficiency in Machine Tools, November 2010.↩