簡介
HiNC的角色
HiNC通過高精度模擬和先進的物理分析,對CAM系統產生的NC/CL數據進行加工前驗證和優化。
箭頭表示工作流程和可行性反饋。
分析參數
這些參數需要為物理模擬設定。
-
機床配置
- 簡化的組件CAD模型
- 運動方式
-
主軸
- 轉速-功率-扭矩圖
-
環境
- 背景溫度
- 冷卻液容量
-
工件
- 初始CAD和完成CAD
- 工件材料
- 夾具CAD
-
刀具
- 刀柄CAD
- 刀具幾何參數
- 刀具和塗層材料
-
控制器
- NC / CL程式
- 程式原點
物理模擬、驗證與應用
性能與展示
物理特性評估
物理特性評估基於切削力分析。
這是物理特性評估機制的簡化表示。實際系統涉及多種特性之間的複雜交互行為。
切削參數訓練
切削參數訓練是針對每種工件材料的一次性校準過程。HiNC的整合材料數據庫使切削力分析能夠立即應用。
模擬與測量相關係數達0.99
- 新刀具相關係數通常在0.9至0.999之間。均質脆性材料通常表現出更高的相關性,通常高於0.95。
- 對於相同材料,不同刀具類型(如球刀與端銑刀)之間的模擬誤差通常為10%至25%。不同的刃磨半徑通常會導致類似的誤差範圍,但在極少數情況下,誤差可能高達40%。
- 在加工現場導致低良率的異常切削,如刀具斷裂,其切削力通常是平均值的數十倍。
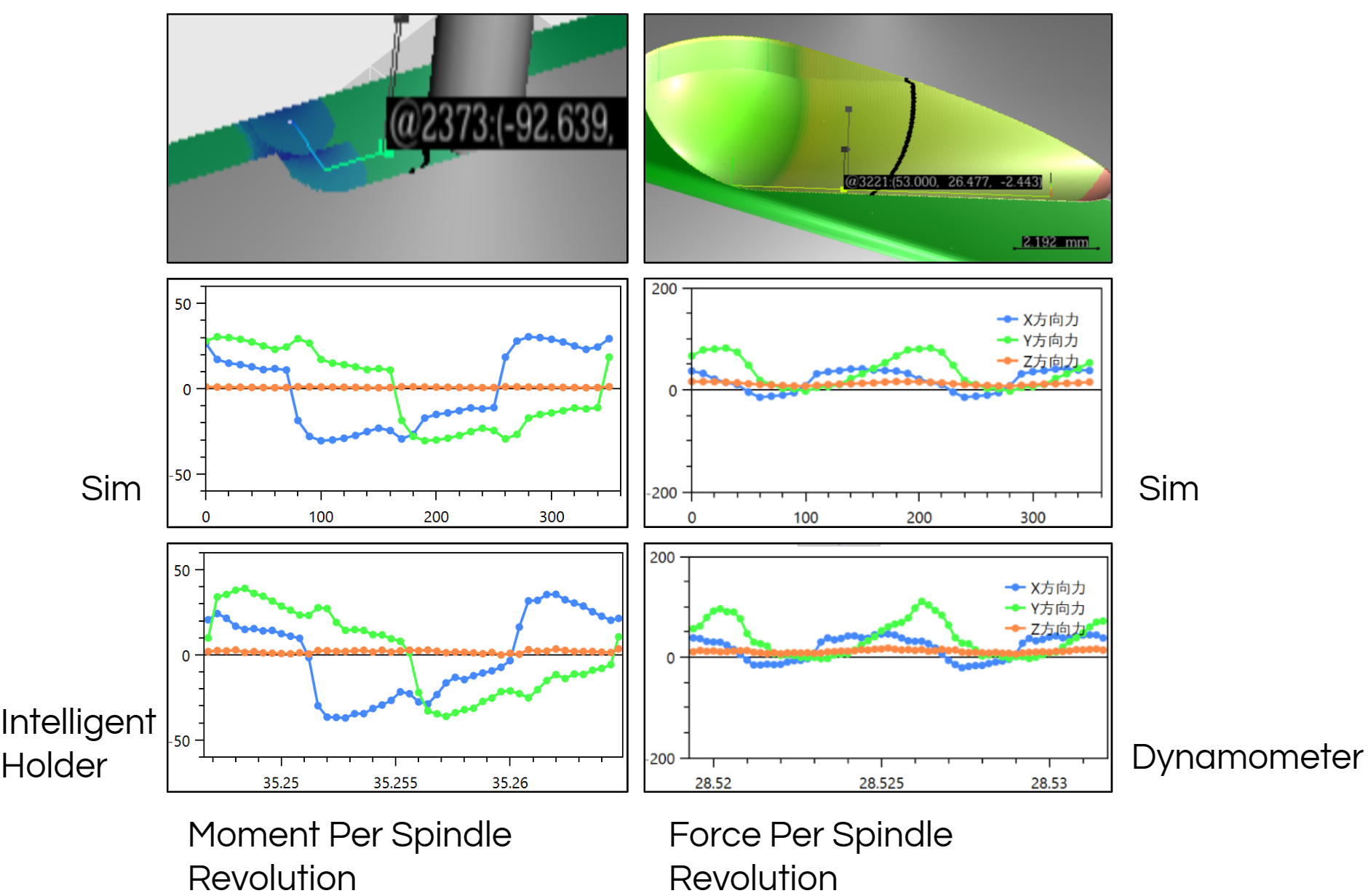
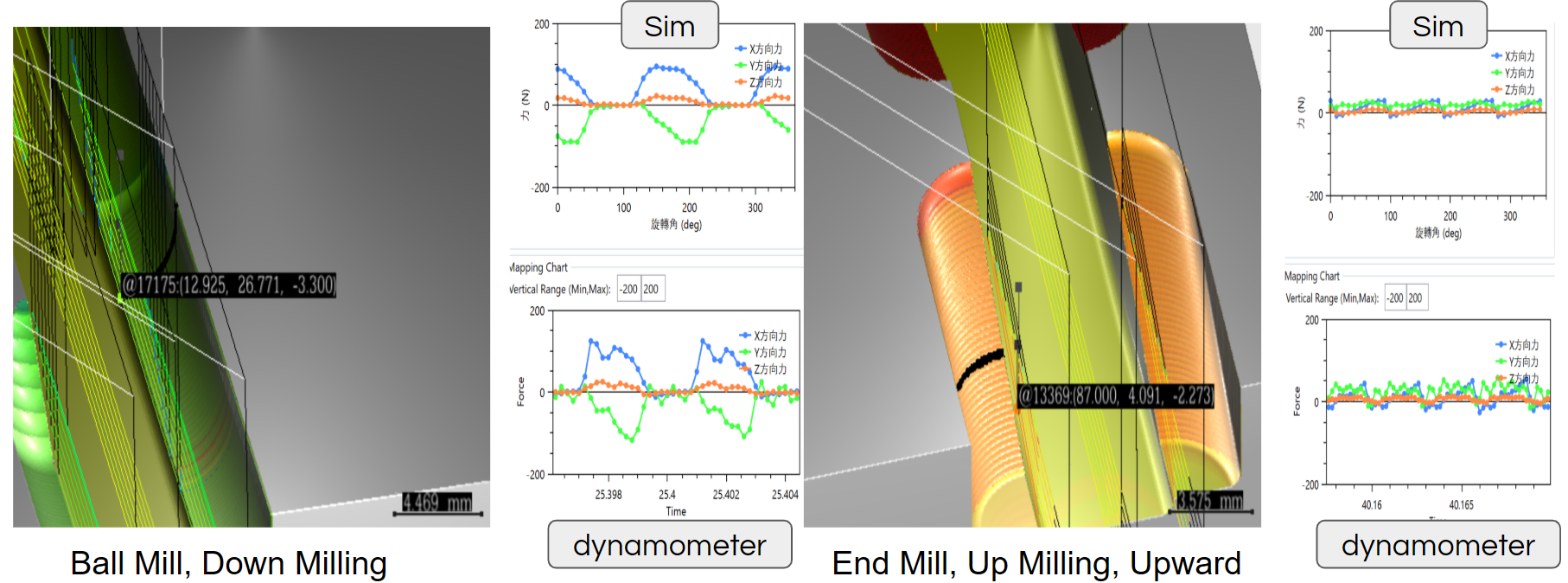
切削力模擬驗證
機床表現出Y軸振動但不發散,模擬波形與測量數據保持相關性。
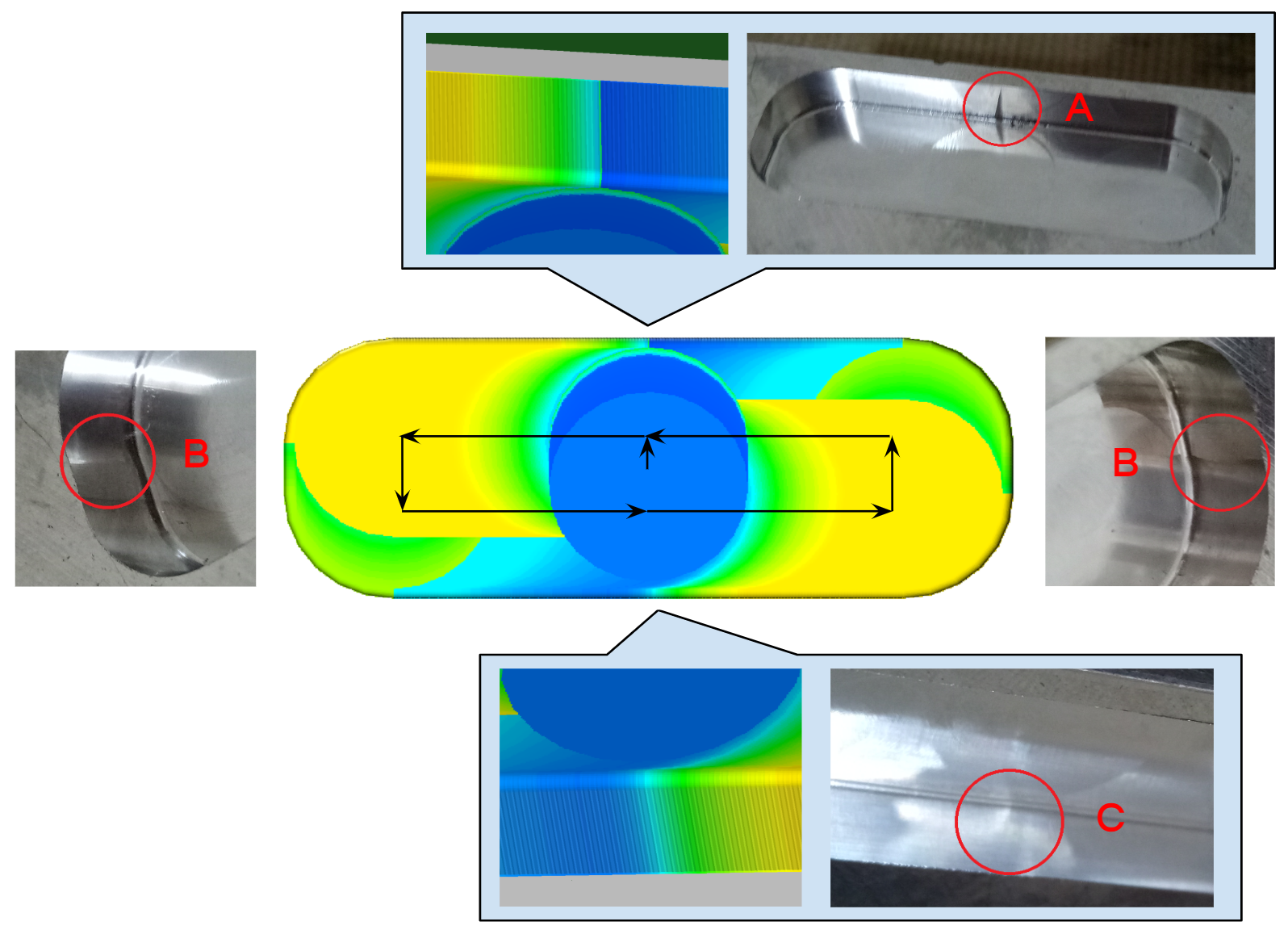
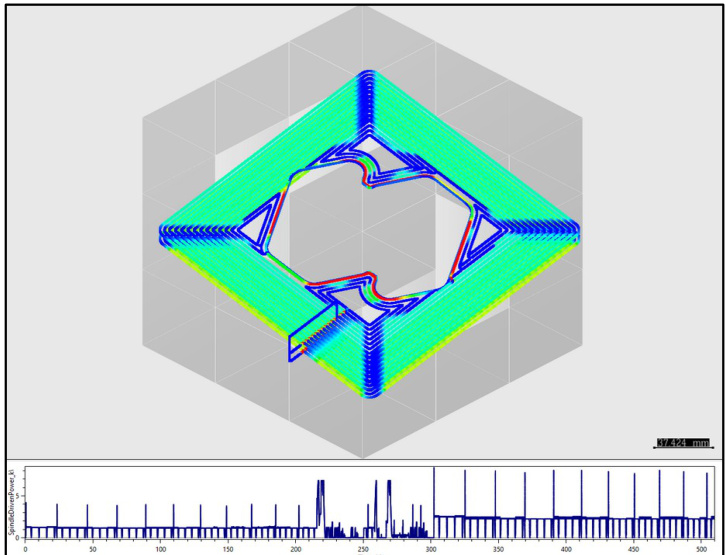
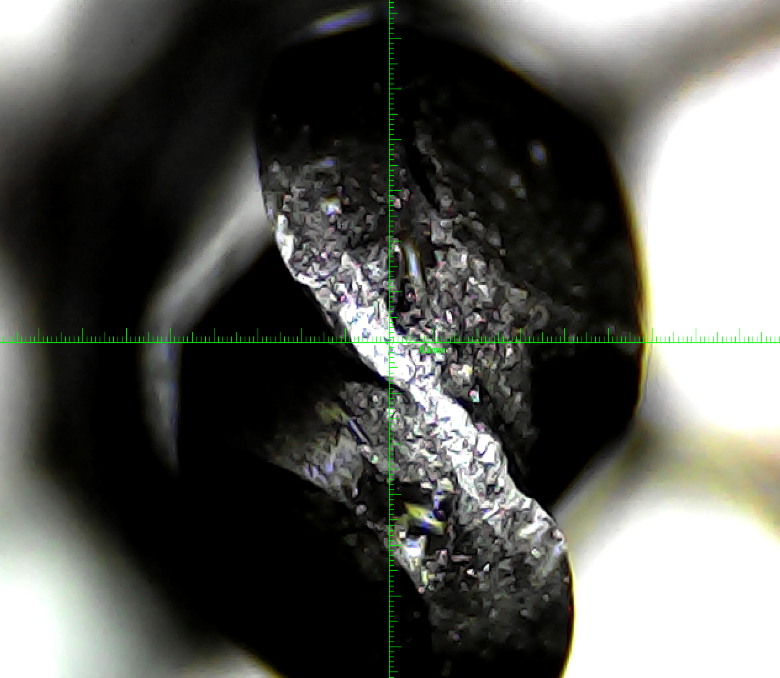
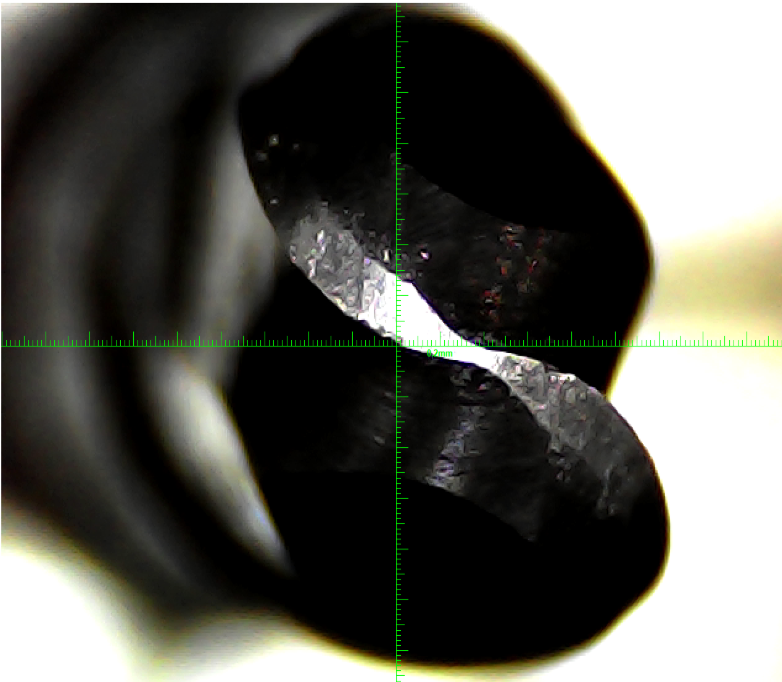
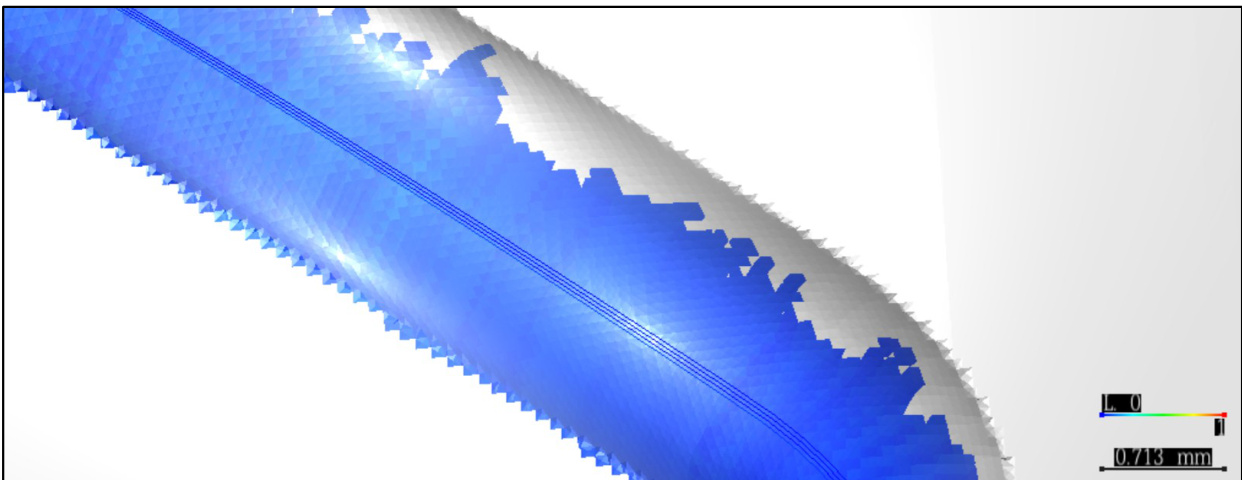
基於扭矩變化檢查加工表面
當扭矩發生突變時,主軸輸出功率滯後於維持轉速所需的功率,導致加工表面出現切削痕跡。此外,導致刀具偏移的切削力也會在工件上產生明顯的切削痕跡。
A. 表面上的主軸扭矩梯度高,刀痕明顯。
B. 兩側都有刀痕。
C. 表面上的主軸扭矩梯度低,刀痕不明顯。
藍色、綠色、黃色、紅色表示從小到大的值。
主軸能耗模擬驗證
通過模擬預評估主軸能耗。
模擬切削功率與實際主軸功率相符。
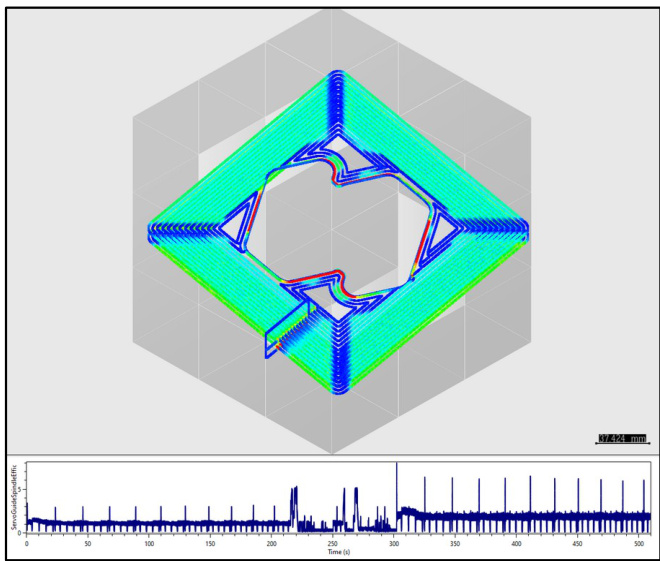
Fanuc主軸電流
ServoGuide TCMD(%) * 最大主軸功率
HiNC模擬主軸能耗
HiNC銑削功率 * 能量轉換效率(此處為0.4)
藍色、綠色、黃色、紅色表示從小到大的值。
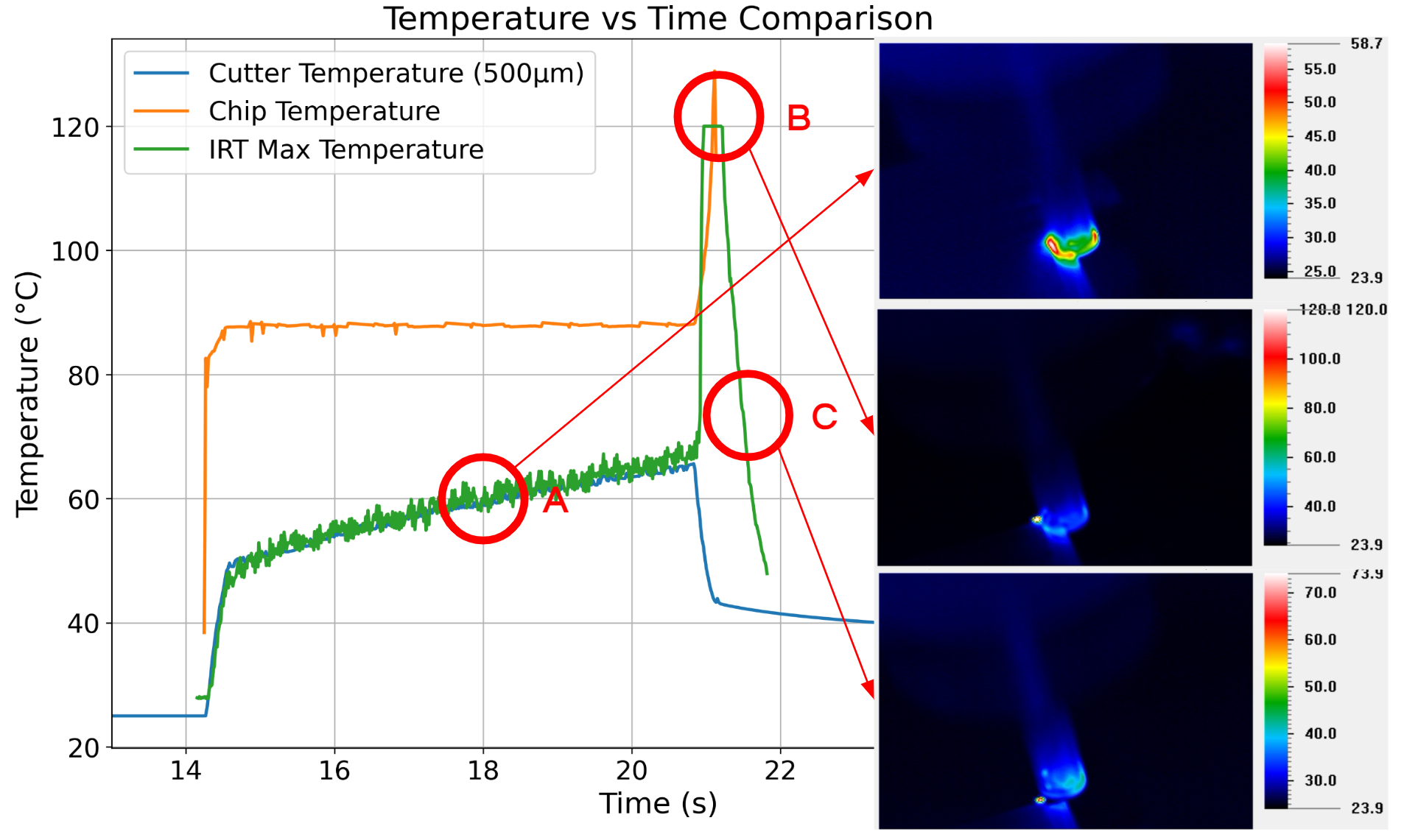
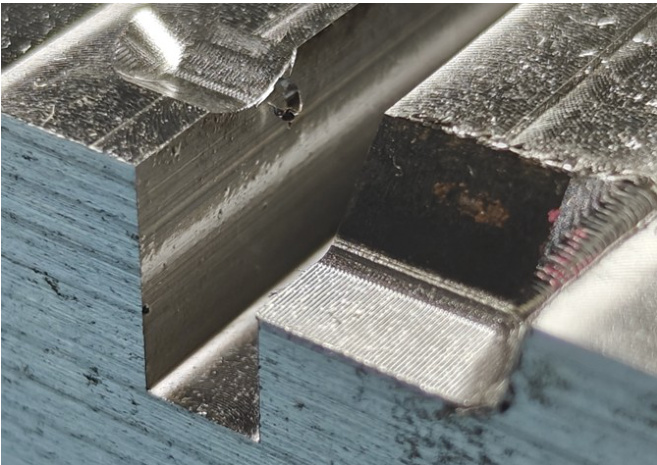
使用IRT驗證模擬銑削溫度
A. IRT測量溫度與0.5mm深度的模擬刀具溫度一致。
B. 毛邊觀察到的高溫對應於未逃逸的切屑。IRT溫度與模擬切屑溫度相符。
C. 最後一張圖表明溫度峰值來自毛邊。
最大進給率設定
使用切削參數計算最小刀具斷裂應力。對於硬度為HRC 41-44的FDAC,使用6mm 4刃刀具,全槽銑削深度為3mm,轉速為6000rpm,安全係數為2,最大進給率確定為880mm/min。
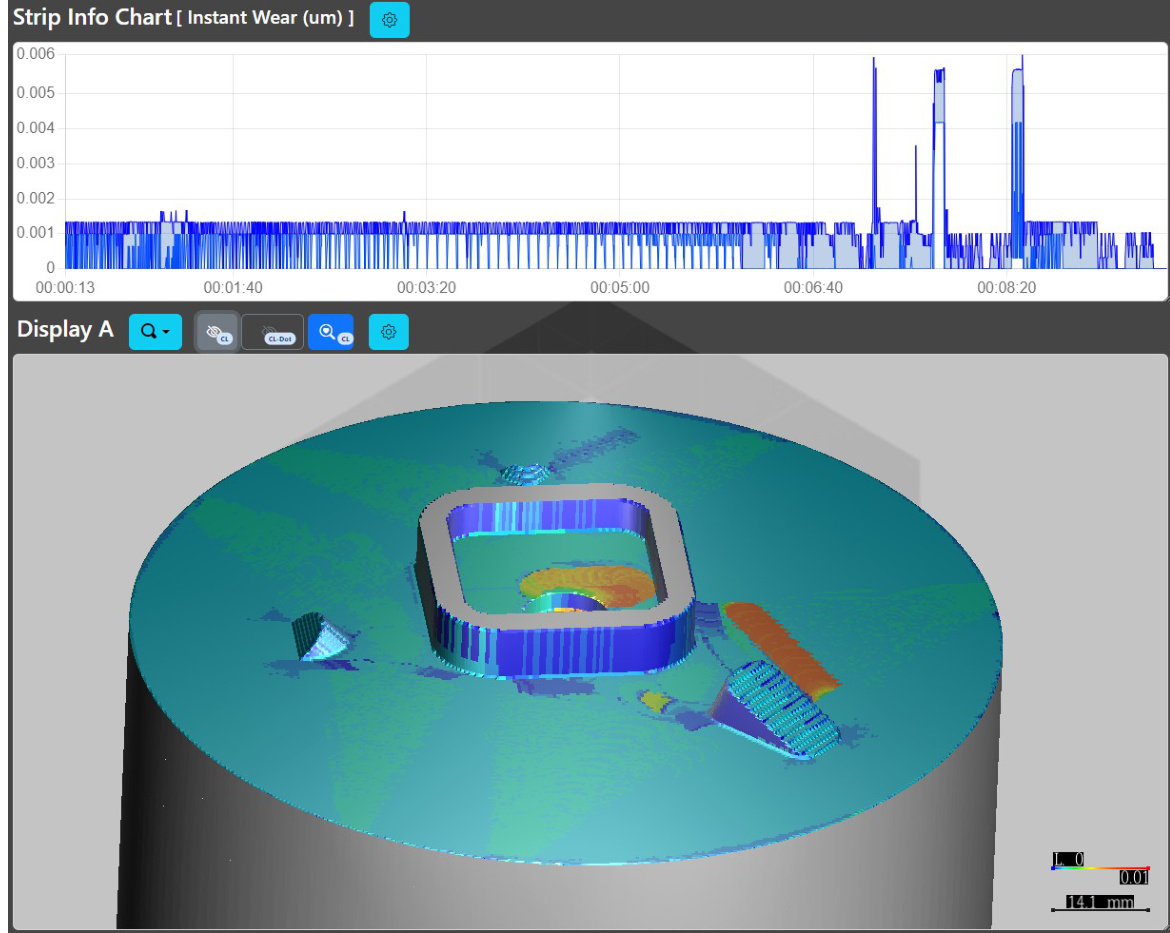
磨損評估
通過溫度、壓力、摩擦長度、硬度計算每轉磨損量:
扭矩過載檢測
HiNC通過物理模擬檢測潛在的切削失敗。系統還能識別刀痕。
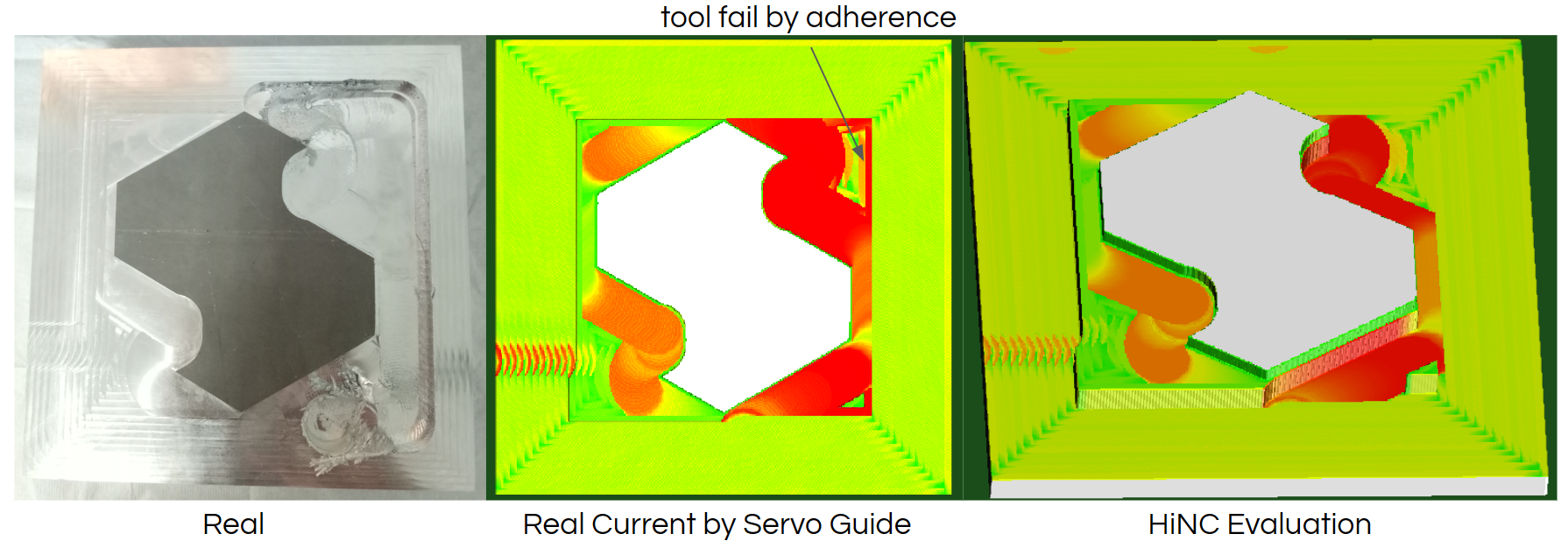
切削力異常案例
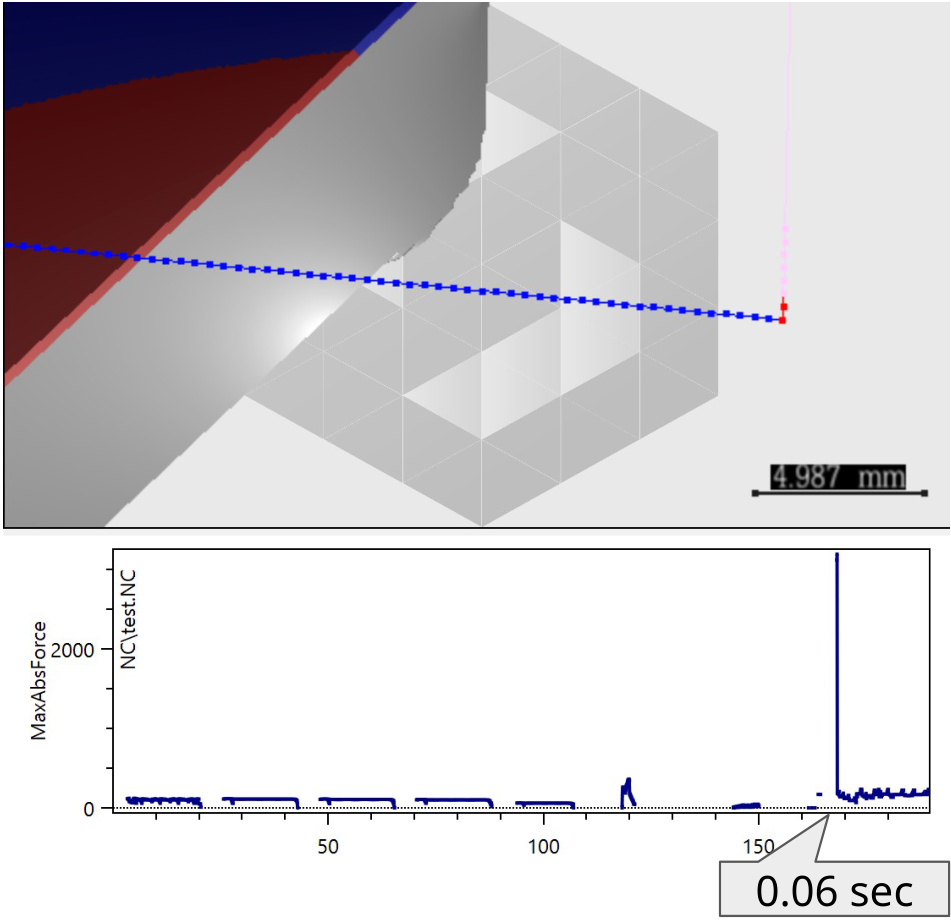
案例一:面銑,薄工件
未完全從側面進入。約為正常切削力的10-30倍。
最初,工程師懷疑是夾具設置問題。然而,進一步分析顯示問題源於NC刀具路徑。大量NC程式中的面銑操作由於其直接向下移動導致夾具失效,當刀具刃口旋轉進入關鍵區域時可能會衝擊工件。由於此問題的間歇性,一些加工過程成功完成而沒有錯誤。這個問題導致嚴重的夾具不穩定和顯著的良率損失。衝擊的短暫持續時間使其在操作過程中難以檢測。
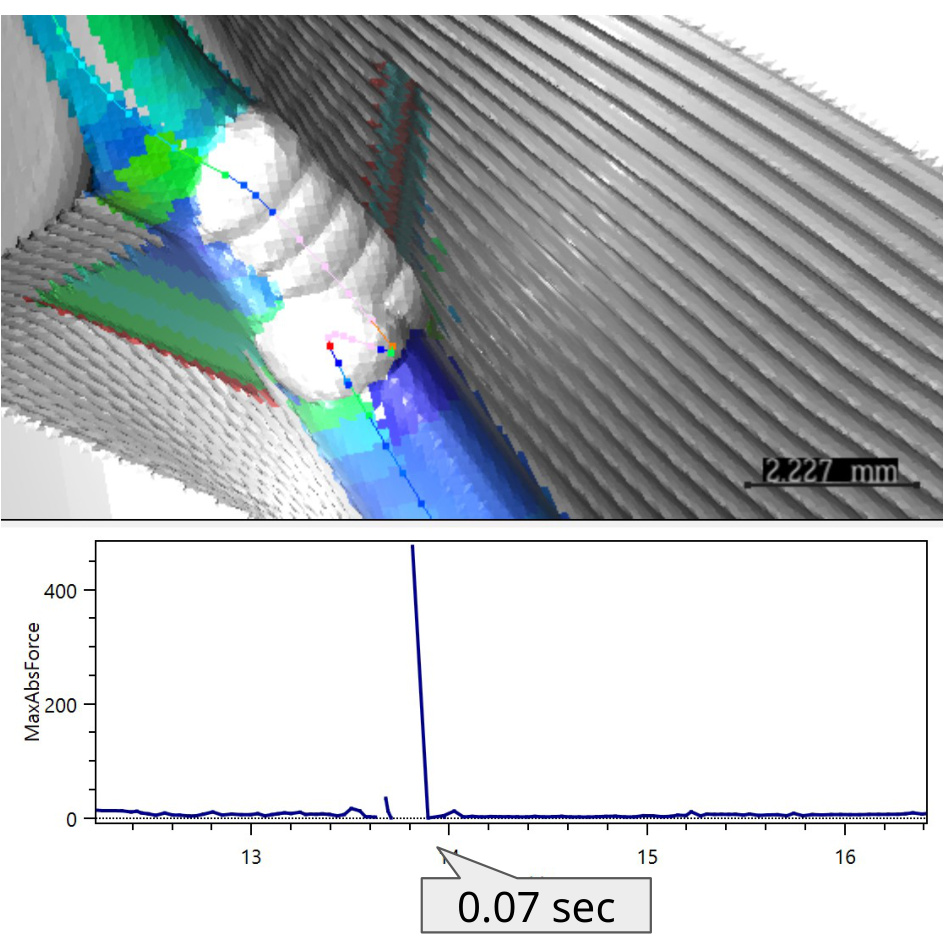
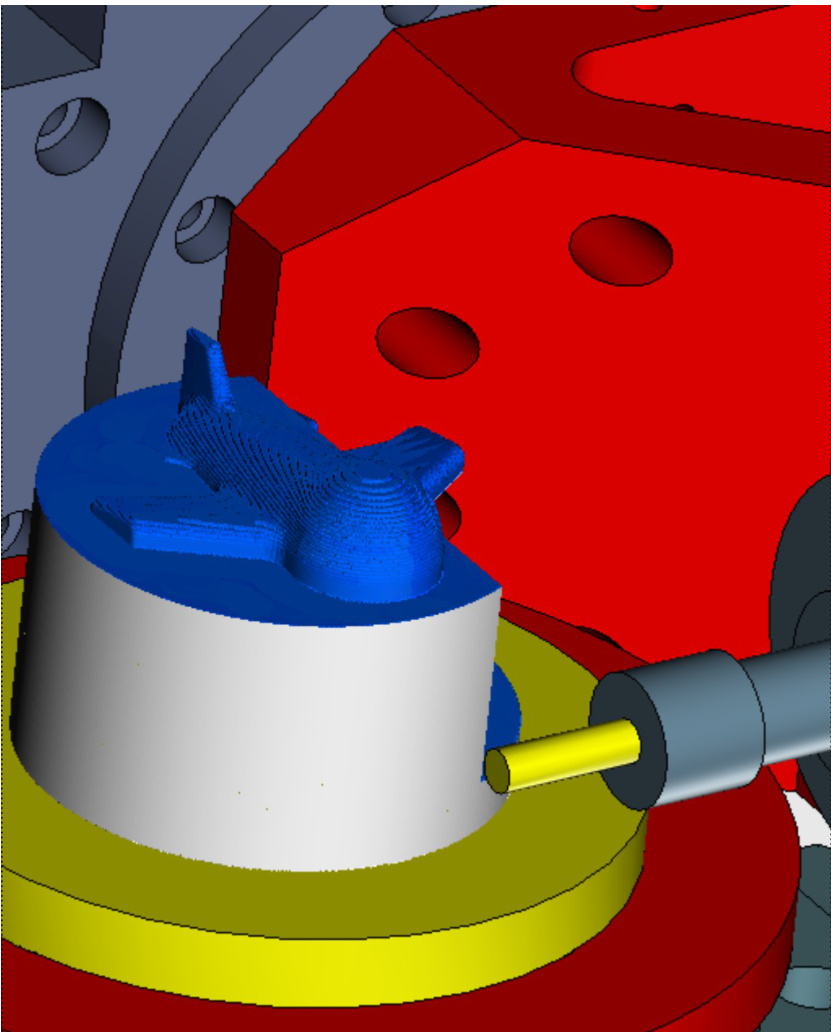
案例二:葉輪,中等銑削
連接前後葉片的路徑干涉。正常切削力的40倍。
導致刀具斷裂的高概率。
根本原因在操作過程中難以確定,因為錯誤發生在不一致的位置。
3軸FDAC高硬度模具NC進給率優化結果比較
牛鼻刀
| 參數 | 固定進給 | 優化進給 |
|---|---|---|
| 進給率 | 120 mm/min | 可變 |
| 預期加工時間 | 303分鐘 | 95分鐘 (31%) |
| 刀具斷裂時間 | 217分鐘 | 無斷裂 |
球刀
| 參數 | 固定進給 | 優化進給 |
|---|---|---|
| 進給率 | 220 mm/min | 可變 |
| 加工時間 | 125分鐘 | 74分鐘 (59%) |
| 測量磨損深度 | 50微米 | 20微米 (40%) |
球刀磨損比較
固定進給刀具磨損
優化進給刀具磨損
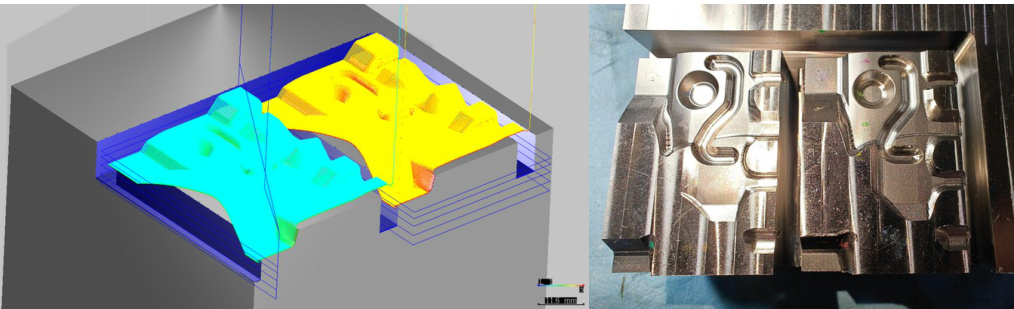
5軸自由曲面粗加工Ti6Al4V進給率優化結果比較
原始NC代碼
- 模擬加工時間181秒
- 模擬刀具磨損13.1微米
- 過切導致刀具斷裂的高概率,低良率
優化NC代碼
- 模擬加工時間79秒(減少56%)
- 模擬刀具磨損8.9微米(減少32%)
- 消除過切刀具斷裂,高良率
功能選單
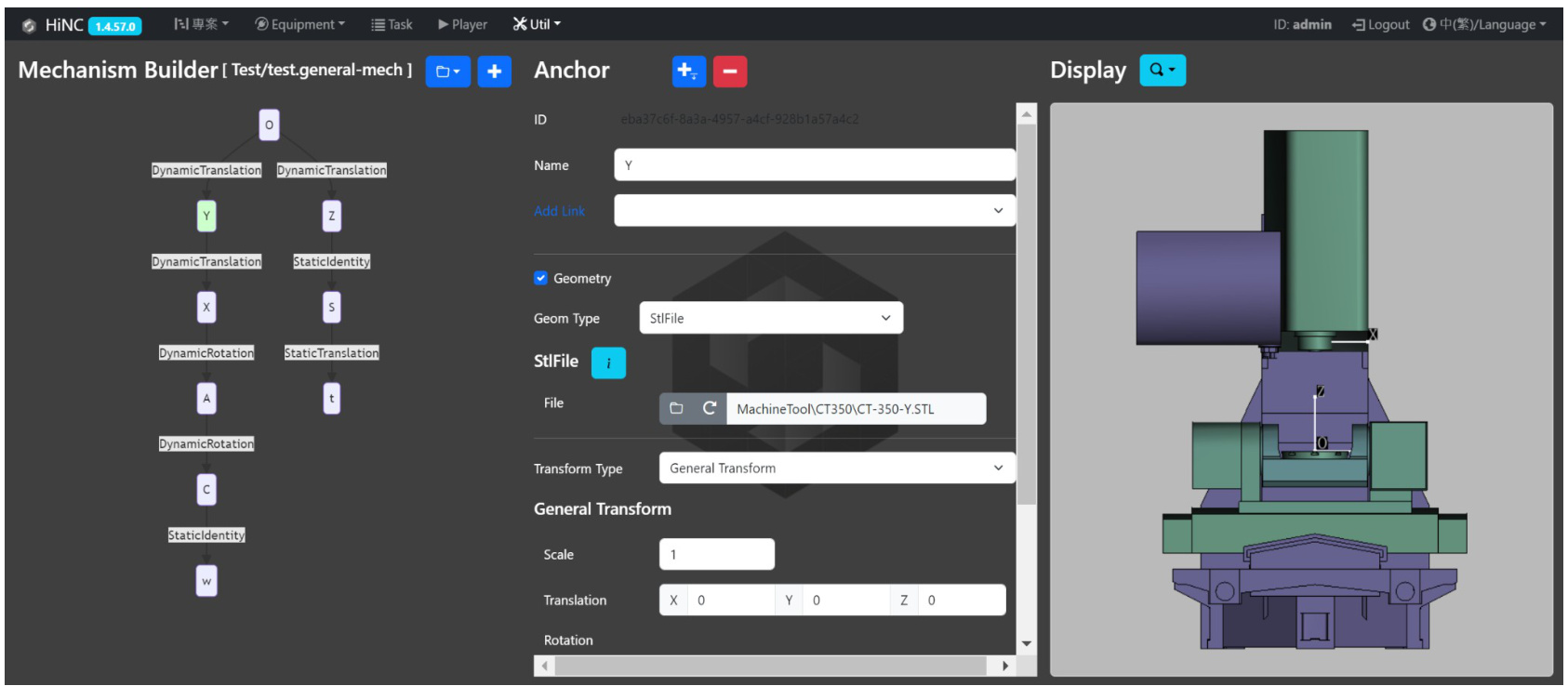
虛擬機床建構
虛擬機床建構 輸入運動組件STL、連接關係、運動類型以建立機床數位孿生。
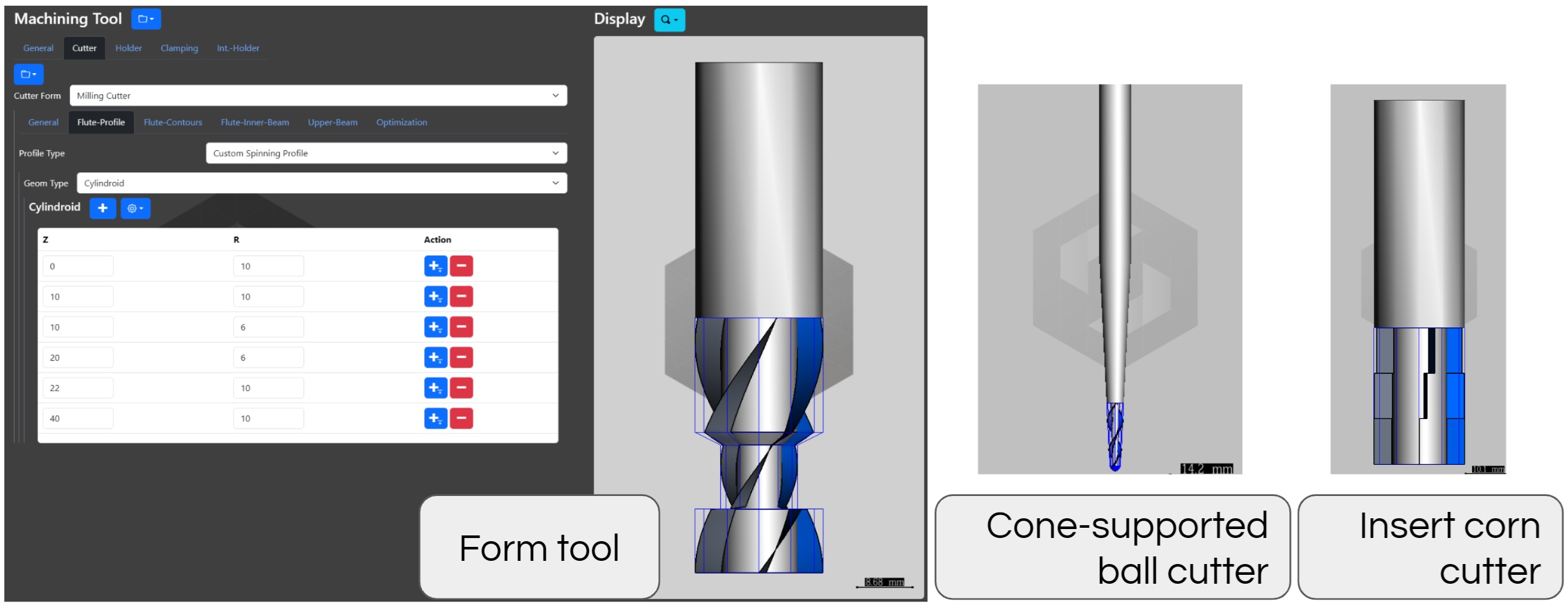
多樣化切削刀具支援
包含APT標準刀具、客製化成型刀具和客製化螺紋刀具及其詳細特徵。
碰撞檢測
識別干涉物體和加工指令
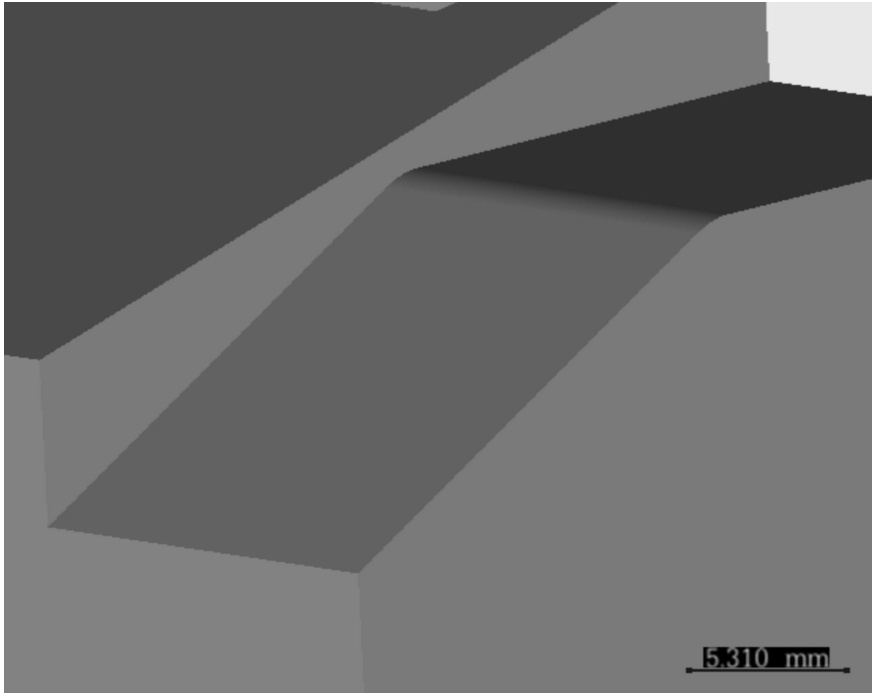
高精度模擬
高精度模擬單獨模擬每個切削刃,清晰識別連續主軸旋轉之間的切削痕跡。
理想形狀

刀具路徑與模擬
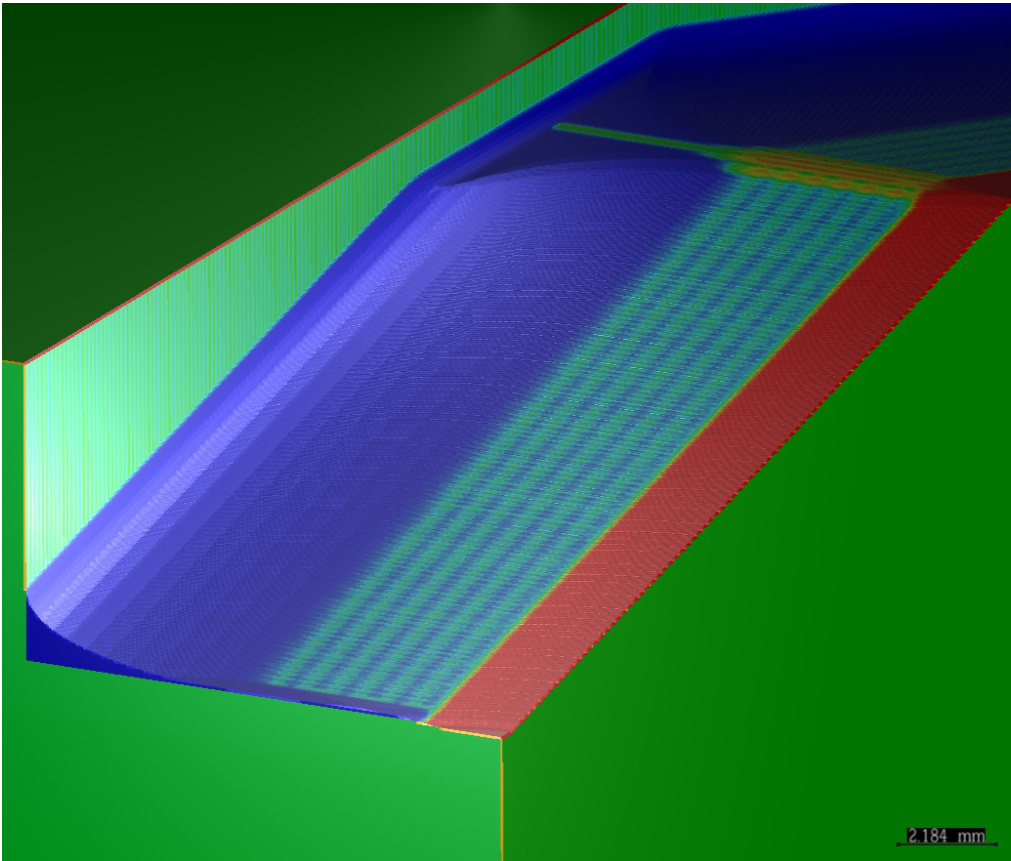
幾何差異檢測
幾何差異檢測比較理想與模擬幾何形狀,識別過切和剩餘材料。
- 紅色:過切超過0.02mm
- 藍色:欠切超過0.02mm
- 綠色:精確
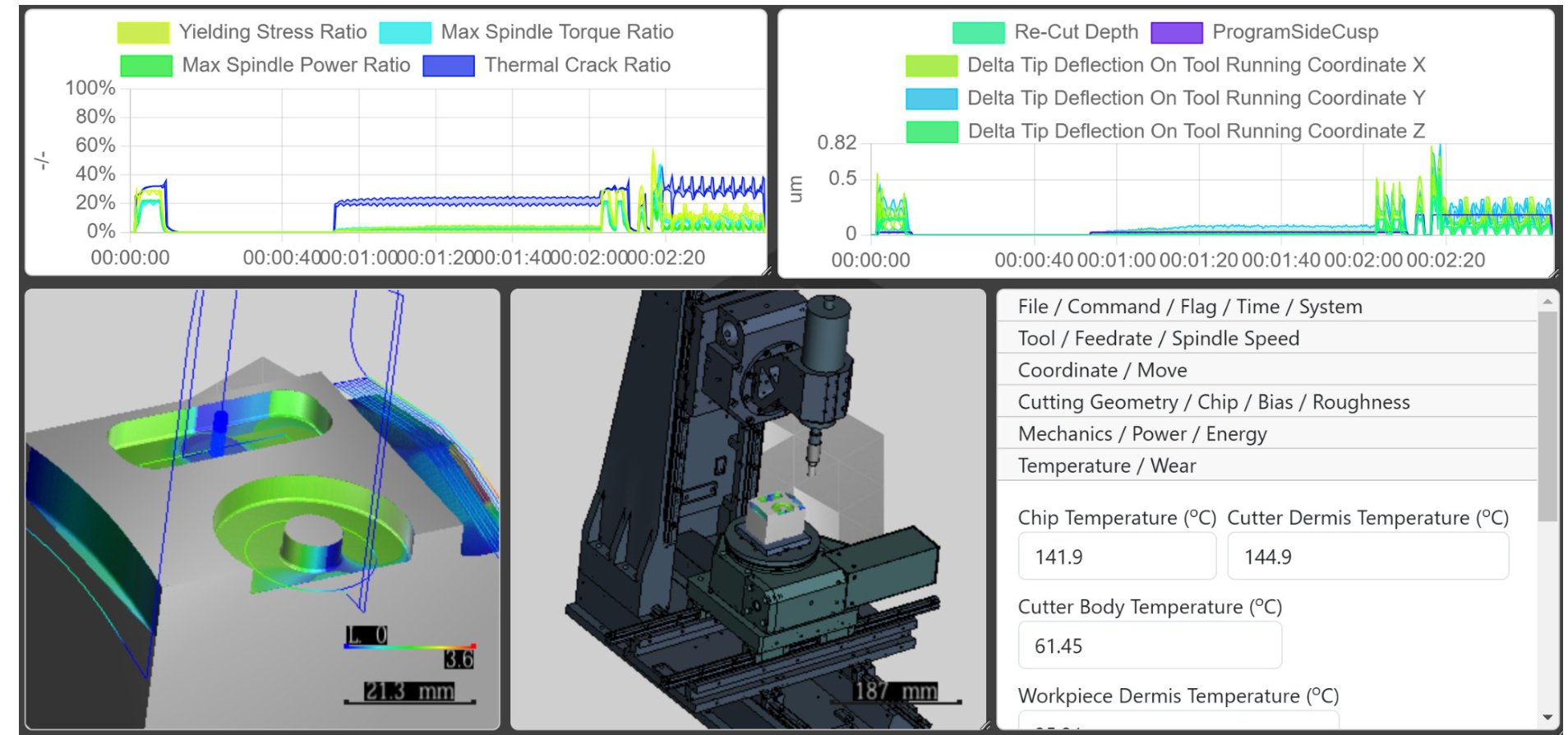
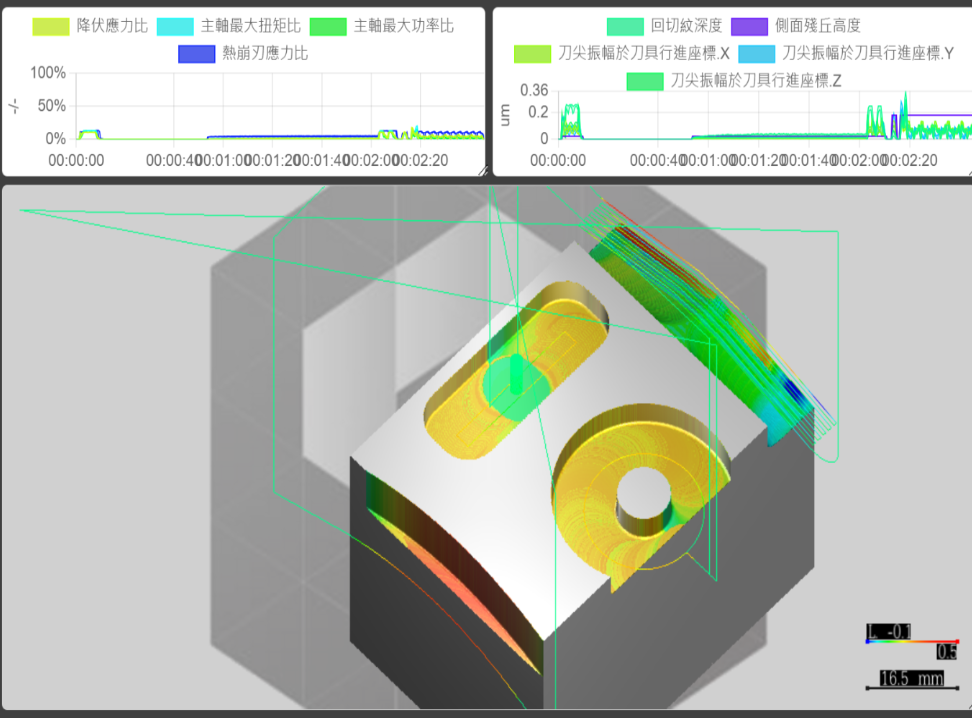
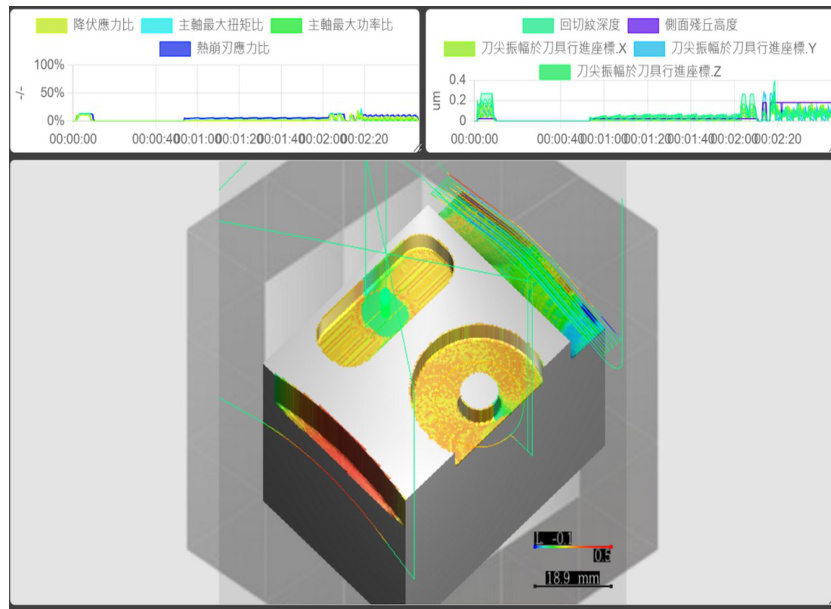
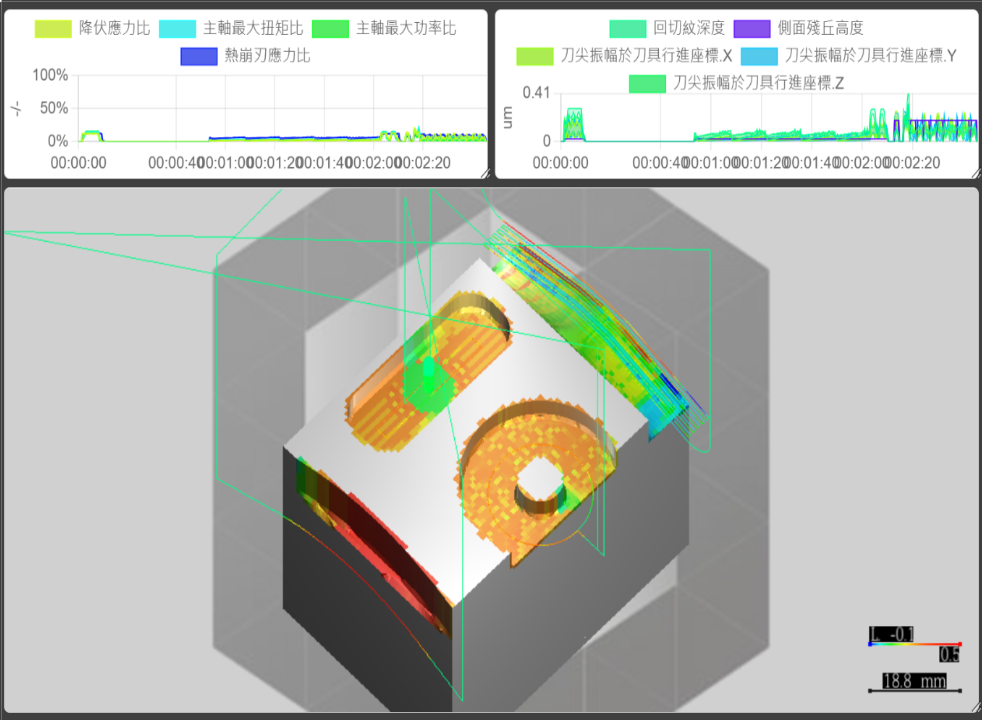
NC物理模擬
NC物理模擬評估加工可行性、表面質量和各種物理參數。
通過圖形可視化簡化加工驗證,其中超過100%的值表示潛在問題。
進給率優化
進給率優化對NC代碼進行插補,並通過切削力調節和進給率平滑確保穩定切削。
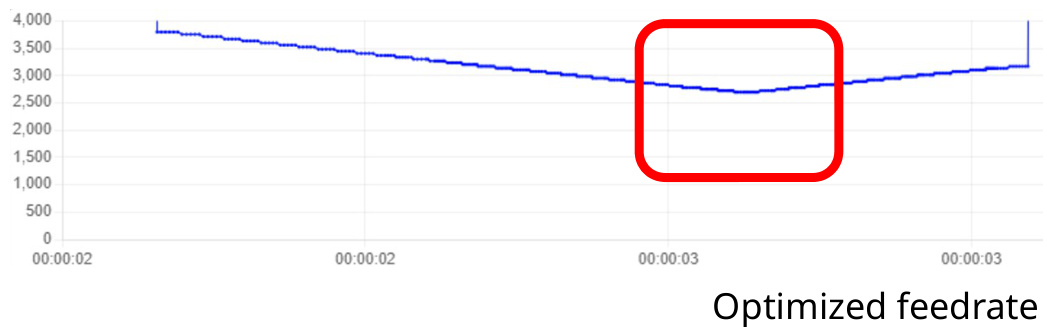
5軸銑削。
紅色高亮區域表示最大切削力的區域。
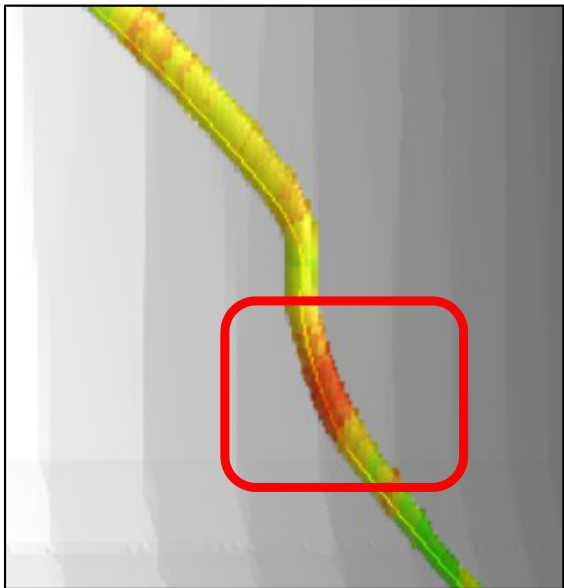
顏色漸變顯示優化前的切削力
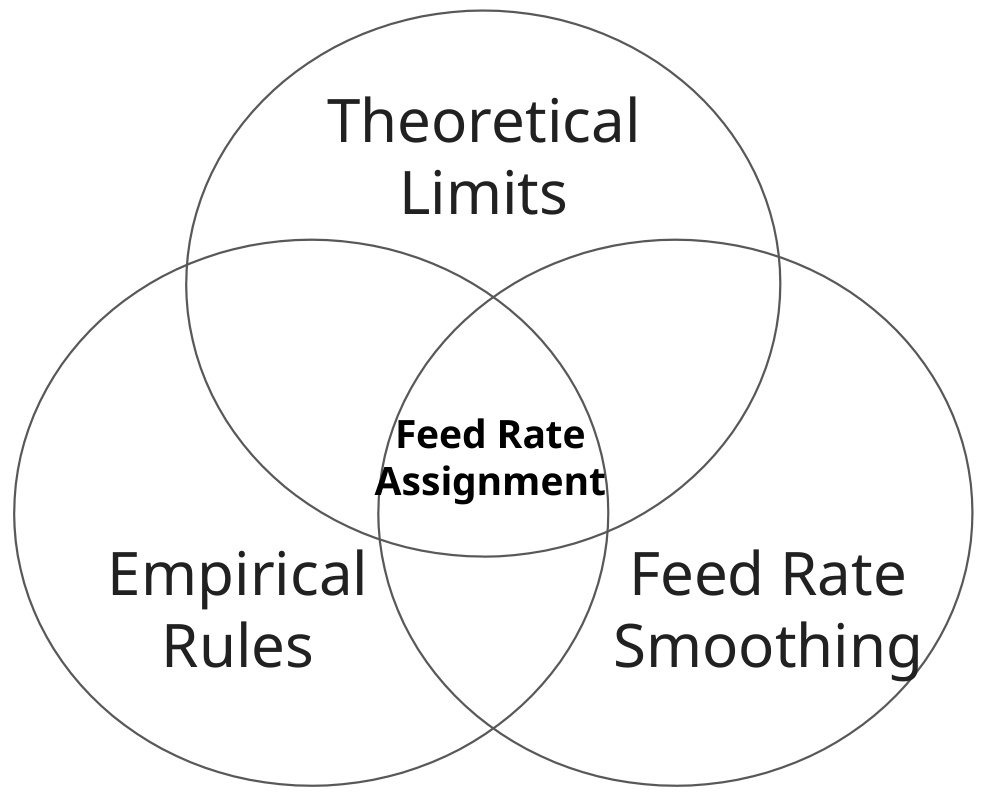
進給率優化採用基於物理和經驗規則的綜合約束:
- 理論限制
- 刀具斷裂
- 主軸功率不足
- 主軸扭矩不足
- 刀具容量不足
- 最小切削量
- 刃口滾動
- 刀具斷裂
- 經驗規則
- 自定義限制
- 進給平滑
- 加速/減速限制
刀具尖點變形補償
根據切削力計算刀具尖點偏移並輸出補償後的5軸NC代碼。
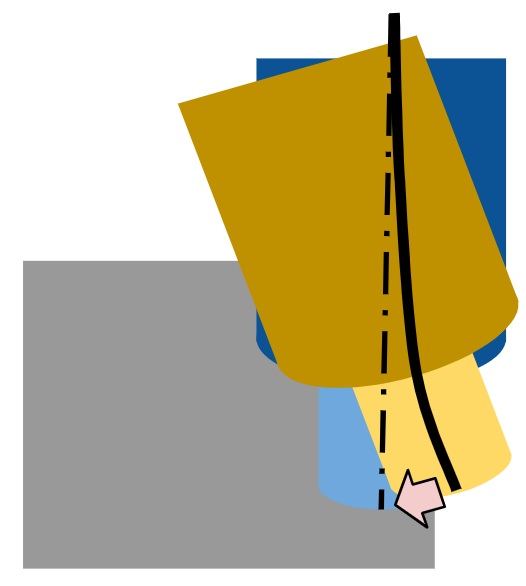
標準變形補償
自由曲面補償
圖中藍色區域顯示補償前後的差異。
HiNC優勢
- 減少粗加工週期時間:30-70%週期時間減少
- 提高精加工精度:硬化材料中偏差減少達10μm
- 延長刀具使用壽命:實測刀具磨損減少60%
- 優化生產良率:問題案例中良率提高超過30%
- 縮短產品開發前置時間:在具挑戰性的項目中節省約一週的現場試錯時間
HiNC能力與實施指南
控制器兼容性
- 完整的5軸RTCP功能支持常見的ISO控制器命令,兼容:
- Fanuc
- Siemens
- Heidenhain
- Syntec
- 不支持複雜的宏編程。
- 主要使用Fanuc語法進行測試。
- 支持Heidenhain LN-Block編程語法。
HiNC加工模擬兼容性
當前版本僅支持銑削操作。暫不支持車削和攻絲操作。
進給率加速度的影響
HiNC目前不模擬進給率加速度效應。相反,它直接應用NC代碼中的程式化進給率。在大多數情況下,實際進給率在拐角處會降低,導致切削力低於模擬值,從而保持安全裕度合規性。
拐角進給率通常在5個主軸轉速(約100毫秒)內恢復到程式化值,具體取決於控制器設置。
應變硬化的影響
銑削操作中的切削深度顯著超過前次切削產生的應變硬化層,因此應變硬化效應對加工過程的影響極小。
顫振管理
刀具顫振
通過首選切削力選項優化NC程序來防止刀具顫振。
當切削力保持在閾值以下時,不會發生顫振。此閾值根據機床條件而變化 - 維護良好的機床通常具有更高的切削力閾值。
工件顫振
當前不支持工件顫振估計。
固定頻率振動
固定頻率振動是由機床條件引起的,獨立於NC刀具路徑。避免將主軸轉速設置為與機床諧振頻率相匹配的值。
設備條件管理
HiNC 允許調整關鍵的安全係數值,以適應不同的機床和刀具狀況。這些設定直接影響NC優化結果。
穩定加工要求
僅在穩定加工條件下才能保持模擬有效性。在HiNC中保持所有可行性值在100%以內以確保過程穩定性。
對於維護條件次優的機床,降低切削力以維持過程穩定性。
切削力減少方法
減少切削力最直接的方法是減少每齒進給量。當這種方法不足時,考慮減少切削深度或切削寬度。
網格解析度和模擬性能指南
初始模擬通常使用較低的網格解析度以獲得快速結果。在最終優化階段應用較高的網格解析度。
模擬處理時間通常為實際加工時間的2%至150%。
網格長度與物理模擬的關係
對於此測試案例方法[槽銑削、向下、圓形、變寬度和深度銑削],物理模擬值受網格影響較小(在約20%範圍內)。
此測試案例沒有薄殼,如果網格寬度超過薄殼厚度,薄殼可能會消失。
網格寬度 0.125 (mm)
網格寬度 0.5 (mm)
網格寬度 1 (mm)
工件尺寸 70x50x50 (mm)
加工時間估算
HiNC的加工時間估算基於:
- NC/CL理想進給率
- 最大旋轉軸速度限制
這種方法提供的時間估計與官方控制器製造商模擬器的時間估計非常接近,但不考慮動態行為效應。
葉輪5軸加工示例:
Heidenhain模擬器切削時間:15小時2分鐘
HiNC模擬器切削時間:15小時5分鐘
誤差:0.39%
然而,值得注意的是,由於現實世界的動態行為,實際加工時間可能與模擬時間顯著不同(即使使用官方控制器模擬器時也是如此)。
系統需求
記憶體 (RAM)
- 最低:8GB RAM(適用於低解析度模型)
- 建議:128GB RAM 或更高(用於大型和詳細模型)
圖形處理
- OpenGL 4.4 相容的圖形卡或整合顯示卡
- (近15年內製造的大多數電腦都符合此要求)
作業系統
- Windows 10 或更新版本
- Ubuntu 22.04 LTS
HiNC 部署
HiNC 可以部署為自託管本地應用程式或雲端解決方案。